I had a really bad two days with my (older version of…) Creality Ender 3 where the print would start OK but would after a while (say 10-30 minutes) the nozzle kept clogging so the filament would stop feeding. The drive wheel would be doing its best and trying (but failing) to feed the filament. The nozzle was blocked. So nothing would be coming out.
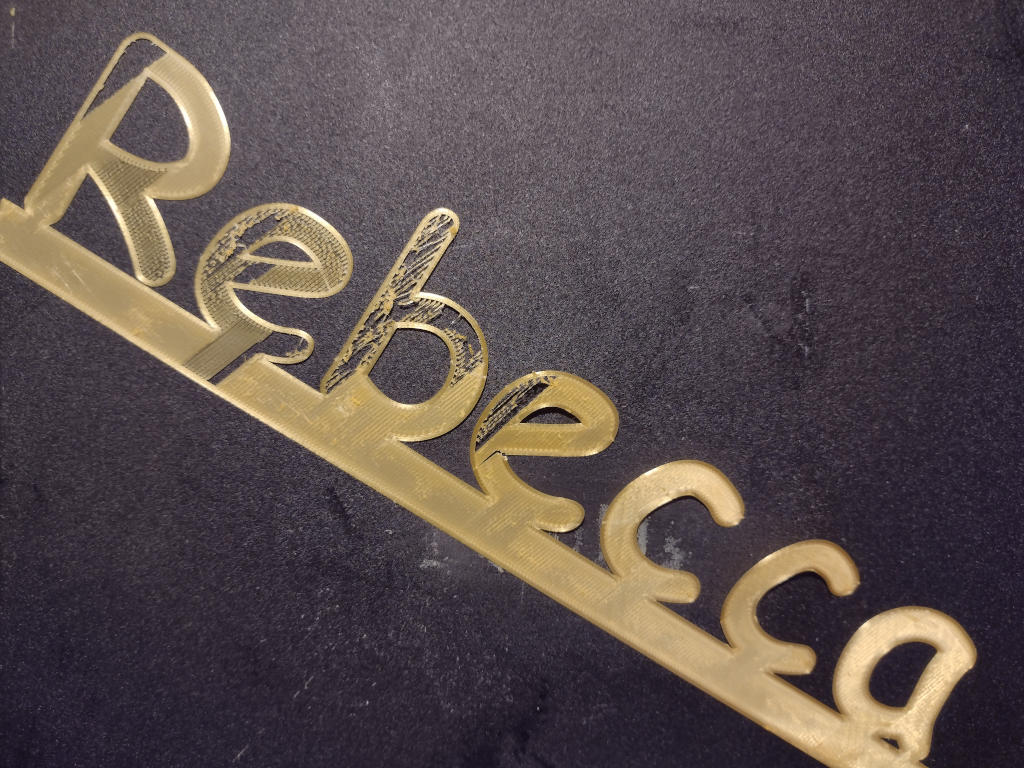
Here’s a typical fouled up print:
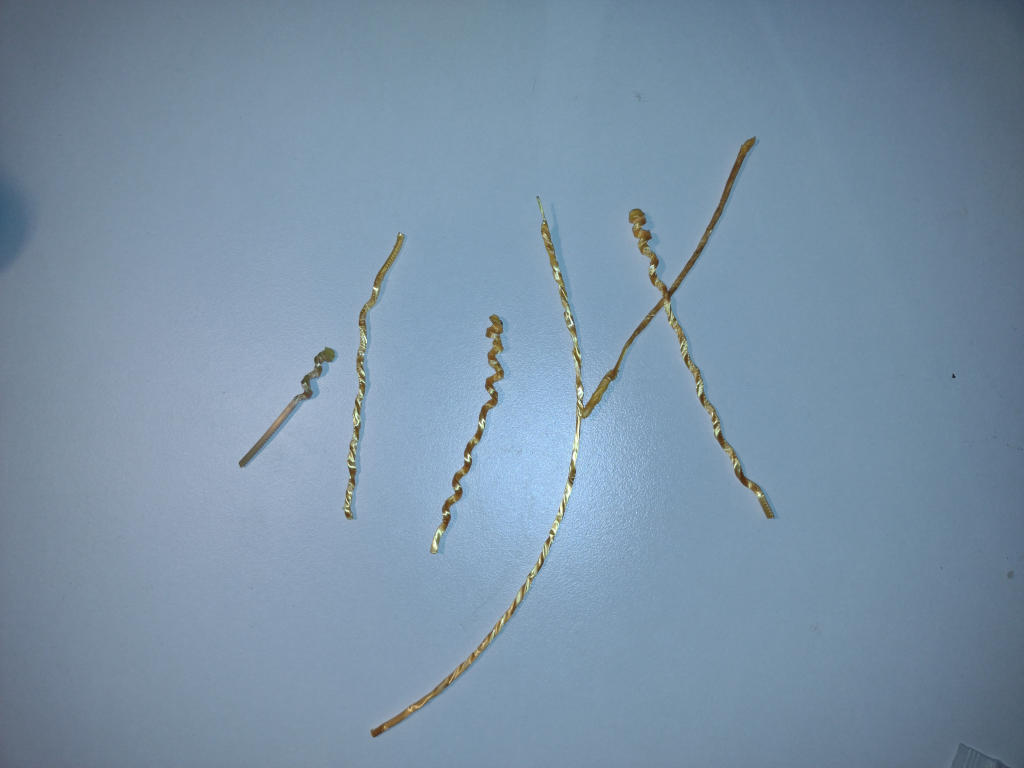
Worse still, when I tried to figure out why, and reheated the filament to get it out of the nozzle I managed to pull out nightmare contortions like these. These were all variously stuck in the hot end and I only managed to get them out by reheating the hot end on each occasion, removing the PTFE tube and pulling (hard!). I bought some new nozzles and Bowden tube onm Amazon. Just in case. They were cheap and worth having around anyway.
Nozzle Cleaning Did Not Help.
I variously tried cleaning the nozzle, then changing the nozzle. All to no effect. Incorrectly I began to suspect that there was something amiss with the filament I was using. In desperation changed both the bed temperature and the nozzle. At the higher nozzle temperature the thing at least got to the end of the print, though the output was ugly and obviously too hot.
I was at my wits end. Then I Googled it and came up first with this video from Creality, which largely answered my query. But the second video is even better.
Here’s the Creality video on Nozzle Clogging first:
If you remove the nozzle you should be able to push the PTFE tube right through the hot end. I began to get suspicious, so I wondered, when the nozzle is actually thee, how far into the hot end should the PTFE tube go?
The Definitive Video on Nozzle Clogging in a Creality Ender 3
Then I came across this magnificent video (below) by a guy called Nerys who made a large print head model to show what the problem was. (Both videos are worth a watch but this guy’s video is awesome).
The end of my PTFE tube was worn and so it mated poorly with the back face on the print head (I have a suspicion it was even worse than this! I simply had not pushed the PTFE tube in far enough!).
One thing in particular that Nerys flags up is that the top entry grommet for the PTFE into the print head should NOT be fully tightened down until the PTFE tube has been installed. The last turn/half turn will tighten the PTFE tube snugly down onto the face of the nozzle.
After all that grief and suffering, I carefully cut a centimeter off the end of the PTFE tube (make sure it is a right-angle!). Then I fFitted it back as described by the Guy in the video. I tried again with saner temperature settings. I sighed with relief when it printed perfectly.
robert says:
so far so good. finally printing. had an uneven surface between the tube and the nozzle. sanded flat and checked the seal without either of them in the extruder. had a good seal.
thanks for the video.
Paul Sanguinetti says:
Apparently I’ve been tightening the nozzle and coupling in the wrong order. Thanks for clarifying. However in the video you mentioned backing off the coupler two full TURNS but it looks like you meant two FLATS. Also thanks for the tip of pushing the Bowden tube all the way through the heater block prior to installing the nozzle, then the coupler (backed off two flats (?) before pushing the Bowden tube into place, finishing by tightening the the coupler.
Chalkie Ridge says:
Hi Paul,
Glad to hear you’ve sorted it. I should point out the video is not me it’s a guy called Nerys. I was just so impressed with his video description of the problem and fix that I included it here. I use this site myself as my reference so when I forget stuff (a depressingly common occurrence) I come here and consequently want the clearest and most precise data, and in this case this guy provides it.
But I think you are right. He means two flats rather than two full turns – a slip of the tongue maybe. Whatever, as long as the face of the Bowden tube is firmly and flatly in contact with the face in the head then all be OK.